最新资讯
INFORMATION咨询热线
18914659998 地址:江苏省盐城市大丰区小海工业园
电话:18914659998
Q Q:765855057
邮箱:765855057@qq.com
电话:18914659998
Q Q:765855057
邮箱:765855057@qq.com
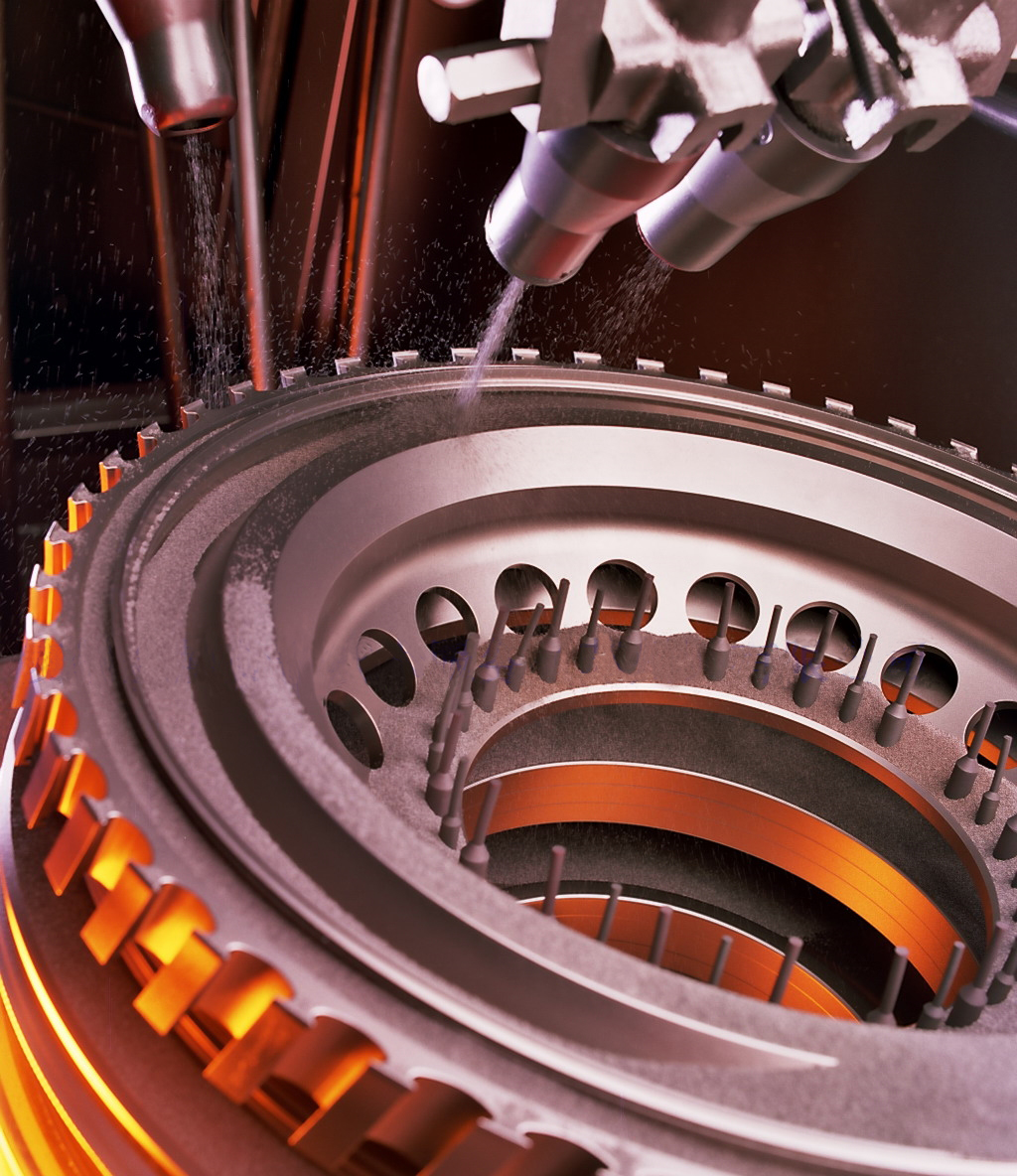
喷丸强化工艺流程控制
发布时间:2018/01/11 点击量:
弘扬科技 来自市场,更懂市场
主营产品:钢丸、强化钢丸、不锈钢丸、锌丸、铝丸、BGA锡球、锡球 、锡丝
更多信息请关注我们官网:http://www.hysc-tech.com
盐城弘扬金属科技有限公司
